

Švýcarsko je známé po celém světě díky rozvinutému bankovnímu sektoru a hodinářskému průmyslu. Leckdo si navíc vzpomene na čokoládu a kapesní nožíky. Lehce stranou veřejného zájmu stojí švýcarské zbraně a šperky. Přitom když se tyto dvě věci spojí, vznikne unikát.
Pan Leon Crottet vyráběl v Oberwangenu, ve švýcarském kantonu Thurgau, modely zbraní v měřítku 1:2. A nešlo o ledajaké modely, ale o naprosto věrné kopie svých vzorů, navíc plně funkčních. V domovině získaly status šperků a nepodléhaly registraci a jiným omezením typických pro zbraně. Tyto světové unikáty se staly záhy předmětem nejedné sběratelské vášně a dodnes jsou nabízeny světovými aukčními domy za násobky cen reálných předloh. Někdy na přelomu tisíciletí jsem četl ve Střeleckém Magazínu rozhovor s panem Crottetem. Jedna z otázek zněla, jak se naučil takové přesné práci. Odpověděl, že když jako učeň nastoupil do první práce, pustil ho mistr volně po dobu několika dní na stroje a řekl mu, ať si hraje. A mladý Leon si hrál, zkoušel dělat různé části pro své modely a brzy umění přesného strojírenství ovládl. Později si založil živnost, vložil do ní veškerý svůj čas a úsilí a stal se mistrem svého oboru.
Délka četby zhruba 40 minut
Zdravím všechny čtenáře! Série o frézkách a obrábění pokračuje dalším dílem, který jsem tentokrát zaměřil na soft skills. Předchozí dva díly se věnovaly hardwaru, tenhle bude o frézování a práci jako takové. Úvodní slovo je zkratkou na diskuzi pod minulým dílem. Otázka, jak se naučit obrábět snadno a rychle je totiž taková kvadratura kruhu.
Jak bylo vzpomenuto tazatelem – Rychle, Přesně, Snadno.
Tyto množiny však mají průnik jen ve dvou bodech. Buď to jde Snadno a Rychle, ale Přesnost schází. Nebo to bude Přesně a Rychle, ale vůbec to nebude Snadné (a levné). A nebo se lze učit Snadno a Přesně, ale bude scházet Rychlost – ten proces bude dlouhý. I tak si slovo “snadno” zaslouží uvozovky. Jiná cesta není a podobnost s investičním trojúhelníkem není vůbec náhodná. Ze své zkušenosti bych řekl, že nejlepší cestou je mít solidní znalosti a povědomí o dané problematice načerpané z odborné literatury. A zároveň mít volný přístup ke stroji, k nástrojům a mít osobní projekt, který baví. Stejně jako v případě pana Crotteta, entuziasmus je k nezaplacení. Pokud mám na projektu osobní zájem, snadno se nachází cesty jak dojít k výsledku. Snáze se hledají cesty jak to upnout, jaký zvolit nástroj, jak se naučit v praxi používat vzorečky, cítit stroj, atd. Člověk je tvor hravý a na školu hrou měl patent už Komenský (je zvláštní, že Komenského škola hrou se ve školách prezentuje jako skvělá pedagogická metoda, ale dodnes se tam v praxi nepoužívá). Spoustu věcí jsem se naučil až v domácí dílně, protože jsem měl chuť, čas a osobní zájem se to naučit. V mém případě ten zájem bylo zprovoznění malého soustruhu, které jsem před lety popsal zde. A co praxe na učňácích a odborných školách? Začnu od odpovědných autorit. Na dílnách se vyskytují dva druhy mistrů. Jedni co fušování* zakazují pod pohrůžkou represe. Druzí fušování povolují nebo nad ní alespoň přivírají oči. A když to vezmu ze své omezené životní zkušenosti, tak dílny ve kterých mistr povolil fušování měly v průměru lepší známky z praxe a z ročníkových prací. Je to logické, na fušce leží osobní zájem a tak práce baví víc. Druhou věcí může být osobní zápal mistra a také jestli tu jiskru dokáže předat učňům. Vysvětlení látky tak, aby jí pochopil každý též není samozřejmost, ale to se dostáváme do obecného školství. Také chci na tomto místě zdůraznit ještě jeden aspekt frézování. Rozdíl od soustružení. Kromě rozdílů oborových je tu ještě jeden rozdíl, ten kulturní. Frézování totiž historicky nikdy nebylo volné řemeslo nebo dokonce koníček. To se sice pomalu mění, zejména díky dostupnosti čínských strojů pro laické využití, ale to je trend posledních let. Soustružení však volné řemeslo bylo, i když s nástupem průmyslové revoluce vymizelo. O tomto rozdílu najdeme zmínku i v literatuře. Například v Tolstého díle Vojna a mír se starý hrabě Bolkonský v Lysích Horách ve volném čase věnoval soustružení, aby sobě upevnil činnost, jež považoval za jednu ze dvou lidských ctností. Car Petr Veliký měl mít v soustružení také svojí zálibu. V obou případech však šlo o práci se dřevem.
*Fušování, fuška – práce v pracovní /školní/ čas na soukromé věci, využívající svěřené stroje nebo materiál
Strojírenství je široce rozvětvený a velmi rozmanitý druh průmyslu. Proto není lehké zjednodušit tu podstatu a vměstnat jí do jednoho článku. A ani to není jeho účel. Teorii a popis obecných principů nechám na učebnicích, my si teď ukážeme příklad z praxe. Virtuálně si něco vyrobíme. Pokud v praxi (nebo doma) frézař nedostane od nástrojárny nástroj nebo přípravek, sám si ho vyrobí. Hlavně doma, kdy se tím dá ušetřit nějaká ta koruna. Mezi takové jednoduché příslušenství patří například upínací matice. Ta slouží k upnutí materiálu nebo dalšího příslušenství na frézovací stůl. Z minulých dílů už víte, že frézovací stůl obsahuje upínací drážky ve tvaru obráceného písmene T. Jak taková součást vypadá vidíte na obrázku níže.

Upínací matice je jednoduchý ocelový obrobek tvarovaný tak, aby seděl v příslušné upínací T drážce. Součást má prakticky jediný kritický rozměr, a to je rozměr a. Zbylé rozměry stačí obrábět s přesností na desetinu (1/10 mm). Výchozí materiál bude profil běžné konstrukční oceli. A protože upínacích matic není nikdy dost, začneme s delším profilem. Dělat jednu matici po druhé samostatně by bylo moc zdlouhavé a náročné, proto budeme obrobek frézovat na požadovaný tvar z nárysu v celku a ten se potom nařeže na požadovaný rozměr.
Příklad: Délka jedné matice bude mít délku 25 mm. Frézovat budeme obrobek o délce 300 mm. Po odečtení přídavků na řez a zarovnání boků z toho uděláme 11 matic.
Rozdělení nástrojů
Jenže jak na to frézování? Na grafice si prohlédněte základní druhy nástrojů – fréz. Před zahájením práce musíte mít jasno, po jaké fréze sáhnete.

Výčet uvedených nástrojů není konečný, fréz existuje nepřeberné množství druhů a velikostí, ale pro běžné práce stačí tyto. Na vytvoření matice bude stačit klidně jen jedna fréza – čelní nebo čelní válcová. Jejich popis je tady:

Fréza čelní nástrčná. Všimněte si břitů po obvodu, jsou zakončené zubem na kterém najdeme řezné úhly. Břity nejsou rovné ale stočené do spirály. To je jednak proto, aby byl záběr do materiálu plynulý a tříska vznikala pozvolně. Jednak se drážky mezi břity starají o odvod třísek z obráběné plochy. Uvnitř se nachází přesná broušená díra pro upnutí na frézovací trn. Kromě toho je tam drážka pro pero, které přenáší točivý moment. U druhé frézy na obrázku je to podobné, akorát fréza má svůj upínací trn a může frézovat z boků i z čela. Středící důlek na čele slouží k broušení nástroje. U fréz je totiž velmi důležitá souosost a je kladen požadavek na minimální obvodové házení. Pokud by fréza házela příliš, zuby by zabíraly na jedné straně více a výsledkem by bylo předčasné potřebení nástroje, zvýšený hluk a v extrémním případě zničení obrobku i nástroje. Frézy jsou vytvořené z rychlořezných ocelí, anglicky značené zkratkou HSS, nebo ze slinutého (spékaného) karbidu. Morse kužel a upínací rozhraní bylo popsáno v prvním dílu, takže se tomu pojďme podívat na zub.

Zub, respektive jeho břit, popisují řezné úhly. Výsledný tvar břitu je výsledek mnohaletého vývoje. První frézy totiž takto definované ostří a břity neměly. Podobaly se spíše kulatému pilníku, protože jejich pracovní část měla mělké záseky bez přesně definovaného ostří, právě tak jako pilníky. Postupem času a tlaku na zefektivnění výroby vznikla geometrie břitu tak, jak ji známe dnes a jak je vidět na nákresu nahoře. Tvar břitu má přímý vliv na teplo vznikající při obrábění, na velikost a průběh vzniku třísky, na energii potřebnou k obrábění a také na velikost řezných sil. Drážky mezi zuby odvádí třísky vzniklé při obrábění od obrobku, aby nepoškozovaly jeho povrch. Geometrie břitu a řezné úhly je mega téma, které by vydalo na samostatné pojednání. Nám pro uzavření této kapitoly bude stačit informace, že řezné úhly mají přímý vliv na kvalitu povrchu, množství odebíraného materiálu a produktivitu práce. To stejné platí také pro ostrost břitu. Frézy si potom vybíráme a nakupujeme také podle materiálu, který budeme obrábět.
To by byly nástroje. Další postup práce závisí, na jakém stroji se bude matice vytvářet. Dvě velké skupiny frézek jsou svislé a vodorovné, jak už víte z předchozího dílu. Liší se od sebe položením frézovacího vřetene. Svislé mají logicky vřeteno uložené svisle, u vodorovné vřeteno pracuje v horizontální ose. Viz. obrázek
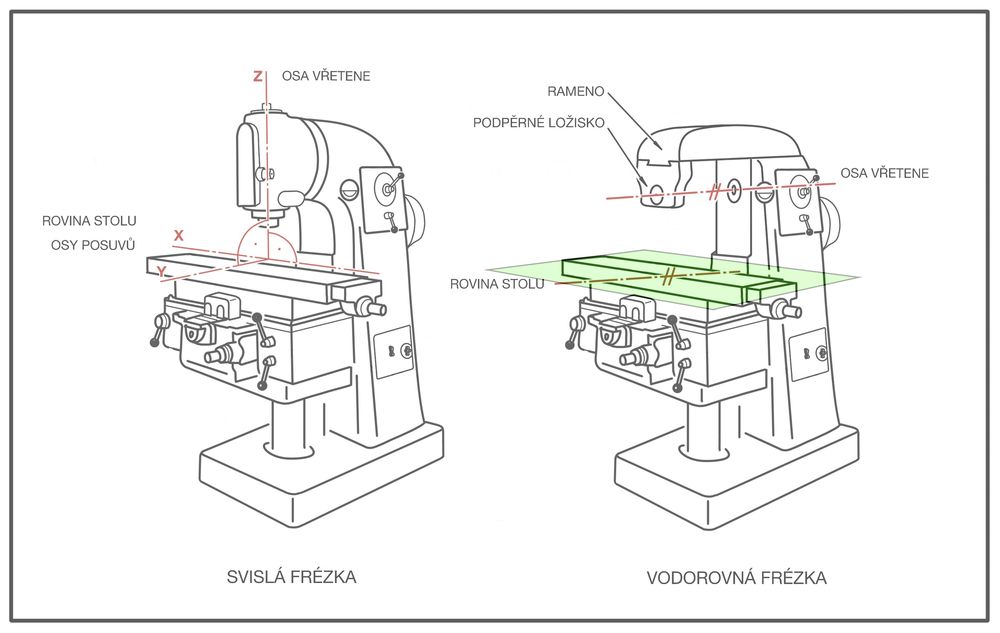
Svislé mají vřeteno kolmé na rovinu frézovacího stolu. Na obrázku mám znázorněné pravé úhly, ale ty jsou jen pro zdůraznění funkce. Pravé úhly tam být nemusí, jsou totiž práce, při kterých se využívá natočení frézovací hlavy nebo stolu. Ale takto nastavený stroj (vyrovnaný, stůl a vřeteno v 0° ) je podmínkou pro zúhlování polotovaru. Pokud se dá soustružení shrnout do jedné věty: “Soustružení je hlavně o uložení hřídele”, tak frézování bych shrnul do věty: “Frézování je snaha o zúhlování kostky”. Obráběči mi prominou takové brutální zjednodušení, ale něco na tom bude. Zoohlovaný polotovar je totiž základ pro další operace, rovnoběžné a kolmé plochy se totiž berou jako referenční, upínací. Vnitřní úhel takového polotovaru nemá mít 89°, ani 91°… má mít přesně 90°, aby se s ním dalo dále pracovat. Jak tedy zúhlovat polotovar?
-
Mít přesně nastavený stroj. Jak jsem popsal výše, nastavení stolu i hlavy do nuly.
-
Vyrovnaný svěrák. Mezi stolem a svěrákem se nesmí nacházet nečistoty nebo dokonce špony z předchozí práce. Čelisti svěráku musí být rovnoběžné s osou X. Ustavit nebo “vyklepat” svěrák do nuly patří mezi základní dovednosti frézaře. Slouží k tomu nejčastěji obyčejný úchylkoměr.
-
Přesný postup práce. Hutní polotovar má totiž k rovinnosti stran daleko, a k tomu se přidává vůle ve svěráku. Svěrák má dvě čelisti, pevnou a pohyblivou. Nás zajímá hlavně ta pevná, ta pohyblivá mívá vůli a má tendenci přizvedávat obrobek po utažení, prostě pohyblivá strana “kecá”.
-
Takže se odpíchneme od pevné strany, na které celou plochou dosedá polotovar, druhá čelist bude na materiál působit přes libovolnou kulatinu.
-
A protože polotovar nemá úhly, je dobré podložit hranu u pevné čelisti frézařskou podložkou. Ty jsou přesně broušené a jsou vodorovné. Vyhneme se tím zvedání materiálu po utažení.
-
Materiál ve svěráku upneme pevně, ale ne na krev. Poklepem paličkou z vrchu si materiál sedne na podložku nebo na dno svěráku.
-
Takhle upnutý materiál je připravený k první třísce. Frézujeme.
-
Po prvním projezdu otočíme čerstvě ofrézovanou stranu k pevné čelisti.
-
Ale ještě před tím odjehlíme hrany! To se ostatně dělá automaticky, pokud na výkresu není uvedeno “Neodjehlovat” nebo “Nesrážet hrany”.
-
Otáčet a upínat materiál dokud nebudou obrobené všechny strany.
Pro lepší názornost se podívejte na grafiku.

Easy bussines, máme zúhlovaný polotovar. Ocelový kvádr o délce 300 mm připravený k obrábění požadovaného tvaru, v našem případě tedy tvar T drážky.
A podle toho, jaké koncepce máme stroj k dispozici, navrhneme si postup práce.
Vodorovné vs. svislé frézování
Na upínací matici vám budu demonstrovat, jak si zorganizovat práci na svislé i na vodorovné frézce. Jak už jsem zmínil v předchozím díle, obecně chtěná varianta je spíše ta svislá. V inzercích jsou dražší než ty vodorovné. A když si vezmeme příklad nástrojových frézek, tak ty jsou vždy univerzální, přičemž svislá část je ta používanější. To neznamená, že by horizontální frézky patřily do starého železa. Ta koncepce má svoje výhody i nevýhody.
Výhody horizontální
Výkonnost – v drtivé většině to jsou silné produkční mašiny do sériové výroby. U správně zvolených řezných podmínek je odběr třísek brutální. Z toho plyne, že i dnes se ještě používají v továrnách pro přípravu polotovarů k dalšímu zpracování. Tento postup se nazývá hrubování. Stroje jsou na to navržené, masivní vodorovný trám může nést několik opěrných ložisek pro podepření frézovacího trnu. Tyto ložiska se dají ještě zpevnit zvláštními opěrami, které svazují trám s konzolí. Tím se zafixuje osa Z a zvyšuje se tuhost sestavy.
Složené frézování – to je způsob práce, kdy na jednom trnu je upnuto najednou více nástrojů. Ty mohou mít různou velikost nebo profil. Použijeme to třeba, když máme na stole víc svěráků a na jednom pracovním stole probíhá frézování dvou odlišných částí. Nebo naopak obrábíme jednu součást více operacemi nejednou, které by za jiných okolností probíhaly na dalších strojích, nebo s nutností přenastavit stroj. Jde o vysoce efektivní způsob silového obrábění.
Složené frézování
Řezání – ač je frézka určená primárně k frézování, jsou horizontálky velmi vhodné i pro dělené materiálu. To je druhý důvod, proč na ně narazíte v provozech ještě dnes. Pilka – kotouč se upíná opět na frézovací trn a k dělení materiálu dochází strojně a navíc rychle. Většina horizontálních frézek je vybavena otočným upínacím stolem. Natočením stolu zajistí obsluha požadovaný úhel řezu a když se k tomu upevní na stůl doraz pro materiál, výsledkem je nařezaný materiál se stejnou délkou a úhlem. Některé stroje takhle fungují v továrnách po dlouhé desetiletí a je to běžná praxe, i když existují pásové pily navržené pro tento účel.
Na těchto příkladech si už můžete představit, jak fungovat na vodorovné frézce. Většinu práce svislé frézky odvedete i na ní, jen to chce najít způsob a vyhnout se některým omezením a nevýhodám.
Nevýhody horizontální
Omezené otáčky – horizontální frézky mají často (ne vždy) omezený rozsah volitelných otáček vřetene. Důvod to má dvojí. Produkční stroje si vystačí s malým rozsahem a jednodušší převodovka snižuje jednotkovou cenu za stroj. Druhý důvod je obvodová rychlost fréz. Protože se počítá s použitím fréz a kotoučů z principu s větším průměrem, je strop otáček omezen na zlomek maxima u svislé ségry. Čím větší je průměr frézy, tím menší budou zvolené otáčky. Například u svislých a univerzálních strojů je obvyklý strop okolo 2000 ot/min, u horizontek není výjimkou strop na 500 ot/min. S tím se dá žit, ale omezuje to použití fréz malých průměrů, upnutých na letmo bez opory. Univerzální frézky mívají takové omezení také, ale částečně to řeší instalace svislé frézovací hlavy s převodovým poměrem větší než 1:1. Rychlost hřídelí v hlavní převodovce se nemění, ale svislé vřeteno bude zrychlené v nějakém poměru.
Rychlost posuvu – souvisí s bodem výše. Omezené otáčky jdou ruku v ruce s pomalým strojním posuvem a frézování se zdá líné. Přitom řezná rychlost může být relativně vysoká a dochází k odběru velkého objemu materiálu. Ale když zrovna nehrubujeme, opravdu to pomalé je. Ve výrobě se toho ale dá využít. Na dlouhém stolu se upevní víc obrobků a obsluha je plynule za chodu stroje mění.
Rozsah pohybu – Rozjezdy posuvů jsou dimenzovány pro vodorovně položenou osu vřetene, z toho plyne menší rozsah pohybu osy Z. Občas na tom ztroskotají amatérské přestavby na svislý stroj. Po dobastlení frézovací hlavy potom nešťastný stavitel zjistí, že mezi svěrákem a frézou je sotva pár centimetrů. S tím je nutné počítat. Obecně malý rozjezd Y je potom limitující pro různé úhelníky a přípravky, když třeba chceme frézovat čelem vřetena.
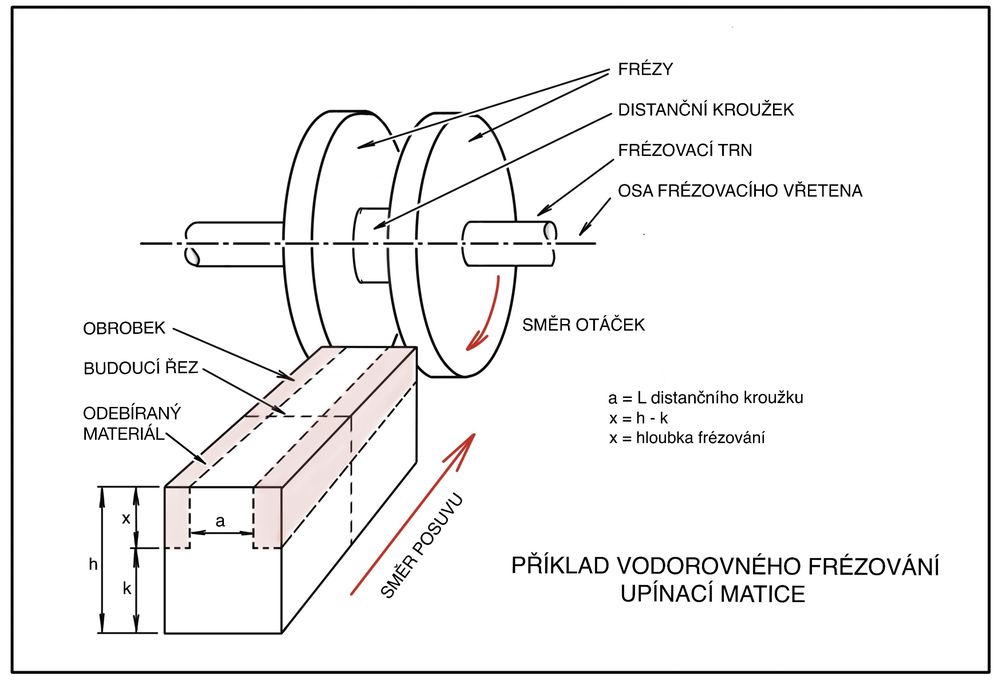
Moje Bestra je frézka univerzální, mohl jsem si vybrat, jestli budu dělat upínací matice svisle nebo vodorovně. Vybral jsem si vodorovnou variantu, protože se mi zdála rychlejší a vhodnější, i když kvůli tomu bylo potřeba přenastavit stroj. Shodil jsem vertikální hlavu a nasadil horizontální trám. Samotný trám váží okolo 60 kg, takže v jednom člověku se nasadit dá, ale každý den bych to dělat nechtěl. Upnul jsem svěrák a vyklepal ho do nuly, v něm jsem si připravil polotovar o délce 300 mm. Vhodný nástroj na další proces se mi zdály dvě párové kotoučové frézy. Ty jsem upnul na dlouhý frézovací trn a mezi ně vložil distanční kroužek. A tady to přijde. Ještě jsem vám neřekl, že T drážky ve stole jsou velmi přesné, mají pevný rozměr – jsou lícované. Kritický rozměr matice je a. Rozměr drážky ve stole je A. Čím blíže bude mít a k A, tím lépe. Komerčně prodávané matice mají rozdíl mezi hodnotami 0,2 mm nebo 0,3 mm vůli. Ale z praxe vím, že méně je v tomto případě více. Příliš velká vůle mezi maticí a stolem způsobí časem vymačkání drážky. Matice totiž bude schytávat všechny rázy a kopance vzniklé pro frézování. Proto jsem se rozhodl udělat matice co nejtěsnější. V mém případě mají drážky ve stole šíři A =14 mm. Mezi frézy jsem proto vložil distanční kroužek L = 14 mm. Kroužek je broušený a tenhle rozměr sedí. Předtím jsem zmínil, že frézy jsou párované, to znamená, že souhlasí hrana břitu s upínací plochou v středu frézy. Když vložím mezi párované frézy distanční kroužek o délce 14 mm, znamená to, že tato hodnota bude sedět mezi břity na vnitřní straně fréz. Jde o jednoduché složené frézování. Volbou nástroje jsem vyřešil rozměr a.

Druhý rozměr který mě zajímá, je x. Jednoduše, rozměr x = h – k. A protože to není kritický rozměr a mezi výhody vodorovného frézování patří vysoká výkonnost, tak rozměr x pojedu na jeden projezd načisto. Kotoučové frézy totiž dělají dobrý povrch, takže jsem měl jistotu, že po jediném projezdu budu mít hotový rozměr x a také a, navíc v dobré kvalitě povrchu a také rozměru. Jak to vypadalo na stole můžete vidět dole.
Líbí se mi, jak celá práce vypadá na grafice takčistě a přehledně. Přitom v realitě to vypadá úplně jinak. Stroj mám usazený na patkách v místnosti o výměře 5 m2 a výšce stropu 2,2 m. Hluk mašiny uvnitř dílny je značný, pracovní prostor zaplavují litry emulze, špony létají na všechny strany a co není zakryté je pocákané od emulze. Doma je celý proces frézování mnohem intenzivnější než v továrně na strojním poli o délce desítek metrů. Ale zpět k matici. Nastavil jsem rychlost vřetena na 47 ot/min a rychlost strojního posuvu na hodnotu 25 mm/min. A co je to za zvláštní hodnotu? Rychlost posuvu se udává v milimetrech za minutu a k jeho výpočtu slouží tento vzorec:
Vf = Fz x z x n
Vf = rychlost posuvu (mm/min)
Fz = posuv na zub (mm)
z = počet zubů nástroje
n = otáčky nástroje (min)
Vzorec pro výpočet otáček je tento:
n = (Vc x 1000) / (Dc x π)
n = otáčky (min)
Vc = řezná rychlost (m/min)
Dc = řezný průměr (mm)
Tenhle vzorec obsahuje důležitou věc, jakou je řezná rychlost. Tu získáme buď doporučením od výrobce nástroje z jeho tabulek, nebo na jí na základě pracovních podmínek vyčteme ze strojnických tabulek. Může to být základní vstupní údaj pro získání ostatních. Nicméně i ona má svůj vzorec.
Vc = Dc x π x n / 1000
Vc = řezná rychlost (m/min)
Dc = řezný průměr (mm)
n = otáčky (min)
Já to dělám obvykle tak, že si na základě zvoleného nástroje, obráběného materiálu a dalších podmínek vyberu ze Strojírenských tabulek řeznou rychlost Vc, a podle ní si dopočítám otáčky a rychlost posuvu. Posuv na zub si vytáhnu také z tabulek, řádově to jsou desetiny nebo setiny milimetru posuvu na zub v záběru. Ale pochopitelně i posuv na zub se dá vypočítat.
Fz = Vf / (z x n)
Fz = posuv na zub (mm)
Vf = řezná rychlost (m/min)
z = počet zubů
n = otáčky (min)
To ze suché teorie stačí, s těmito 4 vzorečky si frézař vystačí. Známe nějaké hodnoty, se kterými pracujeme. Pomocí vzorečků si dopočítáme zbylé hodnoty potřebné k práci.
Jak to upnout?
Strojírenství je kouzelné v tom, že neexistuje pouze jeden správný postup. Můžeme se rozhodovat a kombinovat nástroje, upínací přípravky, nastavení stroje atd… Polotovar jsem zúhloval celkem snadno. Protože jsem zvolil dobrý rozměr výchozího hutního materiálu, byl úběr na jednu stranu okolo 6 až 9 desetin. To je lehký úběr, a polotovar L = 300 mm jsem upnul do svěráku s šířkoučelistí 120 mm. To znamená, že na každé straně svěráku byl materiál ve vzduchu v délce 90 mm. Při větším úběru je nutné oba konce podepřít frézařskými podpěrami. Ale já jsem ubíral jen desetiny a tak jsem mohl nechat oba konce volné. Samotné frézování T tvaru bude proces o dost náročnější. Do obrobku se naráz zakousnou zuby obou fréz v celé hloubce materiálu. Zcela jistě by došlo k pružení polotovaru a výsledkem by byl špatný rozměr, nebo by došlo dokonce k vytržení či zničení materiálu. Strojní svěrák se mi zdál v tuto chvíli jako špatná volba. Svěrák jsem proto sundal a zúhlovaný materiál jsem upnul přímo na frézovací stůl. Abych to mohl provést, vyvrtal jsem předtím na vrtačce 3 díry, na každém kraji jednu a jednu uprostřed. Skrz tyto otvory jsem prostřednictvím pevnostních imbusových šroubů přišrouboval materiál na stůl. Materiál jsem vyrovnal pomocí hodinek a pevně dotáhl imbusy. Na oba konce jsem přišrouboval dorazy a obrobek jsem tím pevně zafixoval.
Takže: materiál vybrán, nástroj vhodně zvolen, stroj nastaven, obrobek upnut. Zbývá najet s obrobkem na pozici vůči nástroji. Kritický je zde posuv v ose Y, na správném nastavení v ose bude znát, jestli budou výsledné matice souosé v průřezu. Vyjel jsem s konzolou nahoru (osa X) tak, aby frézy byly jedním bokem vedle materiálu, ale v hloubce budoucího řezu. Bok matroše přivrácený k fréze jsem lehce otřel mastným hadrem, přilepil k němu cigaretový papírek a vyhladil na něm záhyby. Nahodil jsem frézku a zatáhl na spojku. Frézy se nejdříve neochotně pohnuly a za chvíli již běžely na pracovních otáčkách. Vzal jsem za páku osy Y a pomalu přitahoval stůl s upnutým materiálem k nástroji. V jednom okamžiku papírek zmizel – to je “nula” na Y. Takže nastavím nonius Y na hodnotu nula. Nyní opět počítání. Frézy mají šíři zubu 12 mm a jsou dvě, mezi nimi je distanční kroužek L14 mm. Šíře složeného nástroje jest 38 mm, jeho střed je 19 mm. A protože chci dostat střed nástroje do středu obrobku, přijedu s osou Y o danou hodnotu do plusu. Samozřejmě až poté, co sjedu dolů s konzolou. Ale o kolik? K tomu musíme znát šíři obrobku, u nás je to rozměr e = 22 mm, na střed 11 mm. Abych dostal středy do osy, musím sčítat, tedy hodnota obrobku 11 mm + 19 mm za nástroj, na noniusu nastavím 30 mm od dotyku. Takto mám obrobek vystředěný vzhledem k nástroji. Identickým postupem nastavím i osu Z, to bude hloubka záběru. Osu Z a osu Y jsem uzamknul utažením matic. Hlavní práci teď bude dělat osa X.
Vysvětlivka: Nonius – kruhový číselník na povrchu stroje. Je zakončením posuvového šroubu dané osy, obvykle je umístěn mezi uložením osy a ovládací klikou/pákou. Kolem dokola jsou vyznačené hodnoty, obvykle je velikost jednoho dílku poznačena poblíž nonia. Je obvyklá praxe, že stoupání šroubu znamená jednu otočku nonia. Když má trapézový posuvový šroub stoupání 4 mm, je zároveň jedna otočka na noniusu také 4 mm. Ale pravidlo to není. Základní funkce nonia je možnost ho vynulovat proti rysce a mít tak možnost odečítat hodnoty – posuv osy. Takhle najdeme polohu obrobku vůči nástroji a můžeme přesně přidávat do záběru. Proto jeho hlavní část je zajišťovací prvek a samotný válec s vyznačenými hodnotami. Zajišťovací prvek může být například rádlovaná matice, nebo jakýkoliv šroub.

Stroj a materiál mám připravený k akci. Opět spouštím stroj hlavním vypínačem. Olejové čerpadlo pumpuje mazivo do celého stroje, pumpa tlačí na obrobek proud chladící emulze a vše je přichystáno. Zatáhnu za páku spojky a stroj se rozhlučí, frézy se otáčejí a emulze kropí okolí. Mezitím levou rukou otáčím klikou osy X a najíždím k nástroji, pravou rukou sepnu páku strojního posuvu a hlavní práci si přebírá stroj. Dojde k nárazu prvního zubu se stěnou ocelového polotovaru, téměř 80 let starý stroj nahlas zaprotestuje a v podlaze dílny jsou cítit jemné vibrace. Posuv však jede bez problému pomalu dál a čím více zubů fréz je v záběru, tím se stává frézování tišší, až se mašina nakonec úplně utiší a frézy ochotně ubírají masu oceli a pracovní prostor se plní velkým množstvím špon. Po několika minutách dojede stůl na doraz, který jsem předtím nastavil a strojní posuv se sám vypne. Výsledný tvar už se podobá chtěné matici. Kromě použití dlouhého trnu s nástroji, jde na horizontálce frézovat letmo s nástrojem na krátkém trnu. Ale to uvádím jen pro forma, protože dle mého jde o nevyužití potenciálu stroje.

Mám teď otázku na Vás, vážené čtenáře. Vyrolujte o kousek nahoru a najděte nárys matice. Jeho profil doplňují zkosené hrany v úhlu 45°. Už znáte nástroje, víte jak orientovat materiál vůči nástroji a máte základní povědomí o frézařské práci. Napadá vás, jak udělat ty zkosení na širší straně e? Způsobů bude jistě více, zkuste ale navrhnout ten rychlejší a produktivní způsob.
Moje řešení: Využil jsem vodorovné nastavení stroje, protože se mi ho zatím nechtělo přestavovat zpět na svislé. Čeho by se dalo ještě využít? Třeba nastavení osy Y. Obrobek mám stále na stole, a protože jsem ho předtím vystředil oproti drážce pod ním, je tato souosá s obrobkem. Materiál jsem odšrouboval a prostě jej otočil spodkem vzhůru. Nově vyfrézovaný tvar by měl zapadnout do drážky ve stolu. A chvíle napětí… Šel tam. Obrobek jsem vzal a lehkým tlakem ho vtlačil do drážky, kam s tlumeným klapnutím zapadl po celé délce. A nástroj? Použil jsem opět složené frézování a na trnu jsem vyměnil kotoučové frézy za dvě jednostranné úhlové frézy. Tyto měly opět šíři zubu 12 mm, takže distanční kroužky jsem neměnil protože nástroj už byl v ose. Okem jsem zkontroloval, jestli se oba nástroje dotýkají hran obrobku rovnoměrně. Nastavil jsem hloubku řezu na ose Z a frézoval jsem zkosení.
Plný profil matice je hotový, ale pořád ještě dlouhý. Je potřeba materiál dělit, vyvrtat díry a jako poslední operace bude řezání závitu. Na dělení (řezání) materiálu použiju opět vodorovný setup stroje. Tentokrát ale na frézovací trn nastavím jen jeden nástroj, a to pilku. Jenže pilka je podélná vzhledem k materiálu, tak budu muset materiál otočit tak, aby byl kolmý na pilku. Opět nahodím svěrák, a na jeho konec nastavím doraz, přičemž mezi dorazem a nástrojem nastavím mezeru 25mm, tolik bude výchozí délka matice. Tloušťka pilky je 2 mm a je třeba počítat, od které hrany se měří délka k dorazu. Mám empiricky vyzkoušeno, že mnou použitá pilka po sobě zanechává čistý řez, tak jsem nenechával přídavek na začištění boků. Zvolená pilka měla podobný průměr jako kotoučové frézy a nastavení stroje jsem nechal stejné. Řez jsem zvolil v plné hloubce a přimazával jsem řezným olejem. Samotný řez obstaral opět posuv X, ostatní osy jsem uzamknul. Po každém řezu jsem povolil svěrák, posunul materiál na doraz a opět provedl řez. Výsledkem bylo 11 kostiček budoucích matic. Poslední operace jsem dělal na vrtačce, tedy vyvrtání děr a řezání upínacích závitů. Již jsem dříve zmínil, že odjehlování hran je samozřejmost. Povrch jsem vyřešil černěním za studena. A to je vše, nebylo to zase tak těžké, že? Tato práce na 11 kusech upínacích matic mi zabrala asi 2,5 hodiny volné, víkendové práce. To obsahovalo přestavění stroje na horizontální práci, nastavení nástrojů na trn, výpočty a nastavení stroje, vyrovnání svěráku, práce na přípravě polotovaru a samozřejmě samotné frézování. Vyšlo to asi 13 minut práce na jednu matici. To se může zdát málo, ale v sériové výrobě můžeme počítat čas výroby takového dílu na desítky sekund. I když jsem vyrobil více stejných kusů, pořád se jednalo o čistě kusovou výrobu. Na tomto místě můžeme rozdělit frézování a strojírenskou výrobu jako celek do dvou proudů. Totiž na nástrojářskou (kusovou) a sériovou (hromadnou) výrobu.
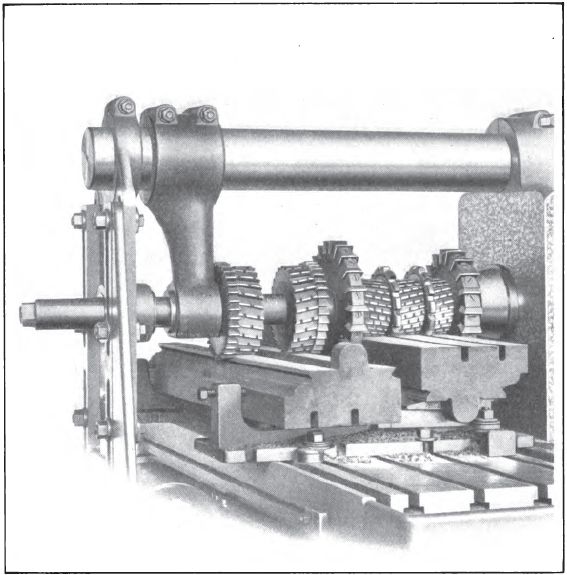
V domácích podmínkách se budeme vždy pohybovat ve vodách kusové výroby. V některých případech maximálně v malosériové výrobě. Jistě, rozdíly mezi oběma principy jsou značné, ale ty hlavní markanty jsou, že kusová výroba se odehrává často na jednom stroji a nastavení stroje se mění, mašina se přestavuje, přidává se na ní příslušenství. Ale zejména má jeden obrobek na starost jeden člověk a má o něm přehled od začátku až do konce. Sériová výroba využívá sílu strojového parku a dalších pracovníků. Často je stroj nastaven pouze na jednu operaci a na další postup se předává na sousední stroj. Stroj v sériovce je často nastaven celý svůj produktivní život stejně, proto je na něm opotřebení jen na některých částech. Ale bavíme se celou dobu o konvenčním obrábění. CNC stroje totiž rozdíl mezi principy pomalu stírají, protože stejný stroj může pracovat dobře v sériové výrobě (udělá obrobek celý, nepředává ho na další stroj), stejně tak v kusovce. Podívejte se na obrázek níže. Fotografie pochází zřejmě z Anglie z doby mezi světovými válkami a dělník obrábí ojnice do nějakého motoru či kompresoru. Vidíte, že se jedná o horizontální frézku a frézovací operaci vykonává složený nástroj. K upnutí neslouží prostý strojní svěrák, ale zvláštní přípravek. Dobře jsou vidět podavače, posouvající obrobky mezi stroji na strojním poli. Další věc stojící za povšimnutí, je dlouhá opora (podél těla frézaře), která svazuje horizontální ramena (jsou tam zřejmě dvě), konzoli a podstavec do jednoho celku. Toto nastavení zabraňuje pružení konzoly nebo ramen a zvyšuje přesnost výroby.

Sériové frézování, zdroj: Lathes.co.uk
A nyní se podíváme, jaký by byl postup, kdybych tu práci dělal na vertikální frézce. Na přípravných pracích se nic nemění, ty zůstávají stejné. Jiný bude postup při frézování “ramen”, zkosení a řezání. Představte si, že jsme opět na začátku u nastaveného stroje a zúhlovaného polotovaru. Na stůl bych jej upnul buď přímo (stejně jako předtím), nebo bych použil svěrák a podepřel volné konce materiálu. Možná by to šlo provést i bez podepření, použitý nástroj totiž bude jiný. Bude to fréza válcová čelní a bude brát matroš zejména svým bokem. Tříska bude mnohem menší než u horizontální varianty, protože nástroj je jen jeden (nikoliv dva) a každé “rameno” se bude obrábět zvlášť a na více úběrů. Fréza bude mít z principu menší průměr než fréza kotoučová a lišit se bude výsledek výpočtů – stroj bude nastaven víc do rychla. Obrobek je upnutý, tak jdeme na to.
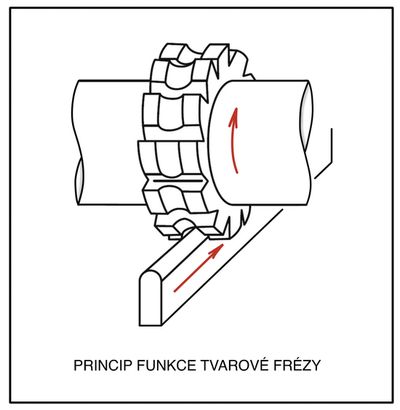
Opět bude nutné si najet s frézou do záběru a škrtnout si – tedy vytvořit nulu. A to jak v ose Y tak v ose Z, posuv X bude konat hlavní práci. Rozměr x se bude projíždět v plné hloubce, ale rozměr y se pojede na několikrát. Přičemž y = (e – a) / 2. V našem případě bude y = 4 mm. Ještě před samotným frézováním si udělám představu o dalším postupu. Bok materiálu jsem si škrtnul, vynuloval nonius na ose Y a teď budu frézovat 4 mm do hloubky obrobku. Celkem udělám 4 projezdy v celé délce na jedno rameno. Budu ubírat dva krát po 1,75 mm. Uberu poprvé 1,75 mm, přijedu se stolem na začátek, přidám další 1,75 mm a s tím pracuji. Takhle jsem odebral 3,5 mm a pomocí posuvného měřítka si to na obrobku ověřím a mělo by mi zbýt 0,5 mm. Tu hodnotu rozdělím napůl a nastavím na noniusu 0,25 mm. Proč napůl? Protože u staršího stroje najdeme různé vrtochy, opotřebení a vůle. Takže si tím vyzkouším nanečisto, jestli zvolených 0,25 mm udělá skutečně v daném okamžiku a nastavení stroje správnou míru. Po tomhle projezdu bych důkladně měřil, o kolik jsem ubral ve skutečnosti. Podle toho nastavím poslední, finálový projezd. Rozdělením zbývajícího úběru na dva jsem si vytvořil záchranný kruh a možnost opravit poslední úběr. Jestli se všechno povedlo, tak výsledný rozměr y = 4 mm. To by byla jedna strana, ta se nazývá čistá, nebo také nula, protože od ní budeme měřit úběry na druhé straně. Protože jen tak trefíme rozměr a – ten je důležitý. Proces na druhém “rameni” bude probíhat prakticky totožně, lišit se bude jen měření v průběhu práce. Na měření použijeme buď posuvku nebo mikrometr a jako referenční plocha nám bude sloužit čistá strana, kterou jsme si vyrobili předchozím postupem. Na přesnosti měření a nastavování hodnot na noniusu teď velmi záleží. A když se vše povede, dostaneme rozměr a v požadované přesnosti. Další krok je frézování zkosení. Podobně jako u předchozí varianty otočíme obrobek dnem vzhůru a vyměníme nástroj, v tomhle případě bych zvolil úhlovou stopkovou frézu. Ta bude mít jistě menší průměr než předchozí nástroj a tak musíme zvýšit otáčky vřetene. Jinak není na tomto kroku žádná záludnost. Protože se ubírá malé množství materiálu, můžeme provést frézování zkosení jedním krokem. Práce na zkosení patří do tvarového frézování, které není omezené pouze na rovné plochy nebo zkosení. Princip tvorby různých tvarů je zde:
Větší obtíže nastanou při potřebě nařezat polotovar. Pokud se rozhodneme to udělat na vertikální frézce, je jediný vhodný nástroj pilka. Tím ale vznikne potíž s orientací nástroje vůči materiálu. Abychom provedli řez příčný na obrobku, musíme nastavit vřeteno do vodorovné polohy. To jde udělat natočením frézovací hlavy o 90° s tím, že vedlejší řezný pohyb bude provádět osa Y. Jestliže má frézka strojní posuv na Y, je vše v pořádku (většina má), dělení bude probíhat bez námahy strojně. Další zádrhel může ale vzniknout u malých strojů s krátkým stolem nebo omezeným rozjezdem v ose X. Po vytočení hlavy do boku a nasazení trnu s nástrojem vznikne problém s vysazením nástroje, který bude výrazně trčet na stranu. Pokud má frézka krátký stůl, nemusí se svěrák s obrobkem dostat do záběru nástroje. Takové nastavení používám docela často a svěrák se mi vejde do záběru jen tak tak, a to mám délku stolu 1200 mm. Ale pokud se na pracovní plochu celá sestava vměstná tak porcování materiálu nestojí nic v cestě. Zbývající práce jako vrtání díry a řezání závitu můžeme klidně udělat na frézce, pokud ta má výsuvnou pinolu ve svislé hlavě. Jinak tyto práce lépe obstará vrtačka.
Shrnutí: To byl příklad principu frézování, upínání materiálu, volby nástroje a výpočtu základních hodnot. Také je tu výrazně vidět rozdíl v práci na horizontální nebo vertikální frézce. I když patří ty vodorovné mezi takové popelky a lidé dávají přednost spíše jejím svislým sestrám, tak vidíte že pracovat se s ní dá. V některých případech může tu práci zastat dokonce i lépe. Dále bystrým čtenářům jistě neunikl rozdíl v písmenech v udávaných rozměrech. Dobře to bylo poznat na rozměru a pro vnější rozměr matice, a rozměru A pro vnitřní rozměr drážky. Tento rozdíl není náhodný a odpovídá lícovací soustavě jednotného hřídele, kde se toleranční pole označují písmeny. Malými písmeny pro rozměry hřídele a velkými pro díry.
Matice jsem potřeboval a byla to první práce na mé frézce. Ale to jsem předběhl, protože sotva zakoupený stroj zatím odpočíval pod schodištěm na chodbě. Vertikální hlava byla shozená, stůl jsem kvůli přepravě odmontoval a leží před paletou. Naopak nahozený je vodorovný trám, za ten jsme totiž frézku zvedali a na paletě se válí dvojice opěrných ložisek. Všimněte si, že jedno ložisko má na sobě takové “uši”. To jsou uchycení opor svazujících rameno s konzolí. Tyto ložiska jsou slícovaná s trámem a na jiný stroj by nepasovala.

Jak vidíte, frézka byla velmi špinavá a protože jsem ještě neměl hotové místo v dílně pro ní, pustil jsem se dočištění. Stroj stál bez hnutí zřejmě pár let a špinavá směs oleje, prachu a špon byla hluboce zažraná a nechtělo se jí dolů. Použil jsem průmyslové čističe a odmašťovadla, špachtle, drátěné kartáče a hadry. Samotnou metodu čištění jsem nazval přenášení, protože špínu jsem přenášel různými způsoby na sebe a tu jsem ze sebe ve sprše za pomoci Solviny pracně smýval. Čistit stroj má na začátku velký význam. Pod nánosy špíny nemusíte najít maznice, poškození, stavěcí šrouby a mnoho dalších věcí. Zejména přehlédnutí maznic může způsobit v budoucnu problémy. Nehledě na to, že čistý stroj se lépe udržuje a uklízí po skončení práce. Dále jsem se do toho pustil proto, protože se mi zdál původní lak zachovalý a měl jsem v úmyslu jej uchovat. Ale během čištění se začal lak ve velkém odlupovat a na mnoha místech byl popraskaný a odstávající. Takže nakonec jsem ani stroj nedočistil, protože jsem věděl že celý původní lak půjde dolů a budu dělat nový. Čemuž jsem se chtěl od začátku vyhnout. Lakování jako takové špatné není, ale přípravné práce jako je kytování a broušení jsou ty těžší části. Dobře si prohlédněte tvary mého stroje. Všechny odlitky jsou zaoblené s plynulými přechody, a téměř bez rovin. Zejména to platí o svislé hlavě. Kdo na ní najde rovnou plochu, ten má u mě 5 korun. Na fotce níže vidíte zmíněnou hlavu na ponku v dílně. Všimněte si rozměrů, zejména vzhledem k svěráku York 125. Je velká, že? A to se stále jedná o spíše menší část malé frézky. Pološpinavý stroj jsem zanechal svému osudu v chodbě a směřoval úsilí na přípravu dílny.

Dílna je zřízena v samostatně stojícím domečku a dosud zabírala plochu 2,2 x 3 m. Strojní park zahrnující soustruh, vrtačku, brusku a ponk zabíral podstatnou část podlahové plochy. Aby se mi tam frézka vešla, musel jsem přistavit další místnost. Podle europalety si můžete udělat představu o velikosti stařičké frézky. Jak vidíte, není příliš velká, ale do pracovního prostoru musíte připočítat i frézovací stůl a mít okolo nějaký pracovní prostor, aby se vůbec dal využít plný rozjezd jednotlivých os a dalo se kolem stroje chodit. Bylo parné léto a víkendové práce na přístavku šly pomalu. Mezitím tunové břemeno čekalo v chodbě. Protože jsem měl v té době spousty jiné práce, tak jsem dostal (bůhvíproč) myšlenku, že dám vydělat peníze české firmě za přesunutí stroje na nové místo. A ledva jsem začal obkládat novou místnost, dozrával čas najít stěhováky. Na úvod musím říct, že i když byly podmínky pro transport příznivé, tak do stěhování se nikdo nehrnul. Šlo o přesun na rovině, s jedním výškovým schodem, vzdálenost asi 8 m po pevném dlážděném povrchu, břemeno bylo navíc ukotvené na europaletě a orientované tak, aby se nemuselo nikde otáčet. I přes příznivé podmínky jsem klasické stěhováky nesehnal, většina z nich měla hmotnostní limit dva nebo tři metráky. Zvětšil jsem okruh hledání na prodejce trezorů, protože kromě samotného prodeje mívají také servis zahrnující dopravu. A skutečně, jeden prodejce z vedlejšího města se dokonce kasal, že zvládnou tahat tunové trezory do patra po schodech. Zdálo se, že mám vyhráno. To se však opravdu jen zdálo, protože po zaslání fotografie břemene a náčrtu stěhovací cesty začaly vytáčky. Technikovi se nezdál tvar pro něj doposud neznámého předmětu. Usmyslil si, že stroj má vysoko posazené těžiště, které určitě leží někde poblíž horizontálního trámu. Tento omyl jsem mu ještě byl schopen vysvětlit, protože trám bych kvůli nim i sundal. Ale nenechal si vysvětlit, že frézka se opravdu nepřevrátí sama od sebe. Ano, technik se bál o stabilitu stroje a tvrdil mi, že trezory o stejné základně jsou stabilnější a jdou převážet vozíkem. Což je nesmysl. Trezor je kvádr se stejnoměrně rozloženou hmotou, zatímco frézka je ve tvaru pyramidy s hmotou soustředěnou dolů k podstavci. Co bude stabilnější? I tak, stěhování paleťákem pro něj nepřicházelo v úvahu a navrhl mi stěhování náklaďákem s hydraulickou rukou, což si sebevědomě nacenil na 14000 Kč bez daně. To jsem odmítl, protože náklaďák se mi na dvorek nevejde a cena se mi zdála přemrštěná, ve srovnání třeba s odtahovkou. Nikoho jiného jsem nesehnal. Mezitím jsem dodělal interiér nového stavení a zbývalo jen usadit stroj a zazdít poslední stěnu po té, co jí frézka projde.
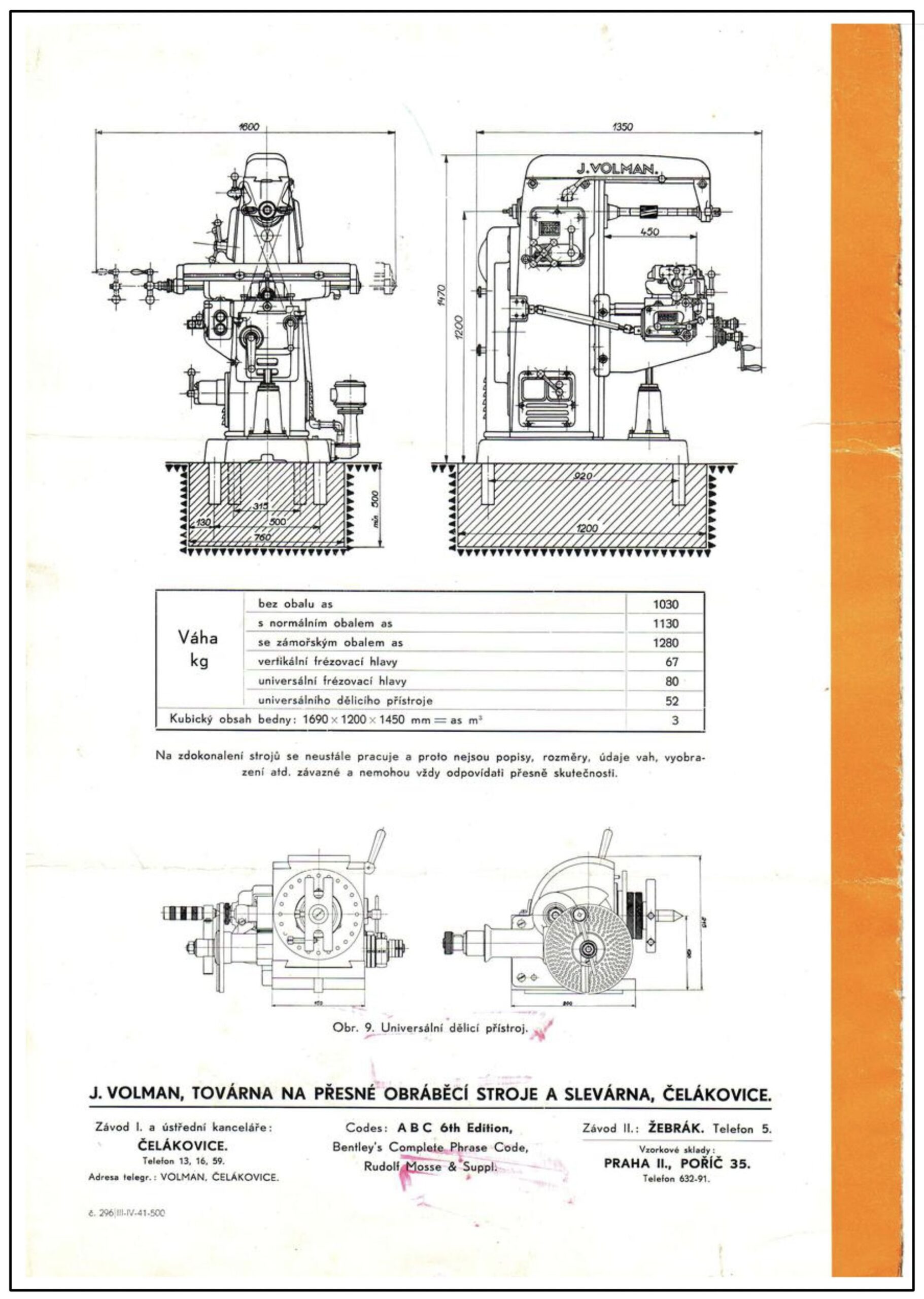
Stěhování frézky proběhlo svépomocí a to úspěšně, protože už víte, že jsem na ní později pracoval. Hýbat doma s čímkoliv, co má skoro tunu je vždy velké riziko. Nebyl bych první ani poslední, kterého zmrzačil nebo zabil těžký stroj. Kruciální pro minimalizaci rizik byl výběr vhodného parťáka, silného a zároveň inteligentního, aby mi byl schopen poskytnout zpětnou vazbu u každého kroku, který jsem se chystal udělat. Všechno rozhodování a hlavní práci jsem vztáhl na sebe, je to koneckonců můj bussines. Kromě volby hokra, která byla relativně snadná, jsem k ruce přibral páčidlo, klíny, palici, kurtny a paleťák. Paleťák jsem si opět vypůjčil ze stavebnin za upřímný úsměv a zbytek věcí jsem měl doma. Přípravy na velký skok jsem započal brzy ráno, kdy jsem uvolnil stěhovací cestu a připravil frézku. Sundal jsem trám abych snížil těžiště, připevnil stroj k paletě popruhy a ještě jsem mezi podstavec stroje a paletu zatloukl dubové klíny. Vraťte se o stránku zpět a všimněte si, že pod frézkou jsou malé kulatiny. Ty tam zbyly po stěhování od majitele a budou se hodit pro extrakci palety zpod stroje. A aby se mi frézka nesesunula dolů, natlouk jsem pod ní klíny a ty jsem pojistil zatlučením latí okolo nich. I tak jsem kamaráda na tuto věc upozornil a hlídal jsem si, abychom nikdy nebyli dlouho ve výstřelné dráze klínů, kdyby se byly uvolnily. Stanovil jsem ještě jedno bezpečnostní opatření. Kdyby se frézka nebezpečně nahnula, každý jsme měli utíkat seč nám nohy stačí do bezpečného prostoru, který jsme si stále hlídali a ve kterém se nic nenacházelo. Nechat tak nebohou frézku si lehnout a nechat výsledek na vůli boží. Ten den jsem určitě nechtěl strávit mrtvý. Všechno bylo připraveno, kamarád přišel, dal jsem chladit pivo na vítězný odpočinek a dali jsme se do díla. Stěhovací cesta byla rozdělena na 3 části, domovní, dvorní a dílenská. Část domovní byla nejsnažší a nejkratší, šlo o 3 metry dlážděné hladké cesty oddělující dvůr nízkým prahem. Před paleťák jsem natáhl starý koberec a pečlivě zametl z pod něj všechno smetí. Nechtěl jsem si poškodit dlažbu v domě. Na takovém místě je radost manipulovat s vozíkem, váha stroje tu není téměř poznat. Jediný zádrhel je nízký hliníkový práh. Pod vahou vozíku by se mohl zdeformovat. Vyheveroval jsem paletu zhruba ve třetině nad prahem a podložil jí dřevěnými hranoly. Z takto zdvihnuté palety jsem vytáhl spuštěný vozík a několikrát jsem si paletu k sobě “podal”. Zdvihl jsem jí z hranolů a o kus potáhnul k sobě, spustil na hranoly a tak dokola, než jsem měl celou paletu přes práh. Část dvorní byla nejtěžší. Staletá dlažba, sice pevná ale místy propadlá, se postupně svažovala k vpusti uprostřed dvora, přímo v cestě do dílny. Malá kolečka paleťáku by si s hrubou dlažbou neporadila, tak jsem na přejezdy použil ocelový plech jako podložku. Plech o tloušťce 1 mm se celkem ochotně přizpůsobil povrchu a pogumovaná kola vozíku si s ním též rozuměla. Nasměroval jsem vozík s břemenem přímo k vpusti a rychlost sestupu jsem hlídal pákou na řídítku. Když se mi zdálo, že se vozík rozjíždí proti mé vůli, vzal jsem za páku a spustil opatrně paletu až začala brzdit. Sestup byl velmi pomalý a opatrný. U vpusti začala nejtěžší část operace, otočit frézku asi o 30° a nasměrovat jí do dílny. Kýženého efektu jsem docílil nadzvednutí přední části palety, vozík jsem téměř vysunul ven a koncem vidlí po kousíčkách manévroval sestavu na správný kurz. Kamarád přitom tlačil frézku do směru. Část dílenská byla vcelku jednoduchá, i když v cestě stál cca 25 cm schod. Avšak díky němu byla extrakce stroje z palety vůbec možná. Paletu jsme oba přirazili ke schodu a zvednuli jsme jí ještě kus nad úroveň podlahy. Protože ji vozík nedokázal zvednout tak vysoko, pod paletu jsme postupně pokládali dřevěné hranoly a spustili jí na ně. Vidlicemi vozíku jsme postupně zvedali paletu a přikládali pod ní podložky, dokud nebyla ve správné výšce. Docela jsme se u toho zapotili. Frézka dlela na paletě na 10 mm kulatinkách, ale v dílně jsem jí posadil na kulatiny o průměru 50 mm, aby se s tím strojem dalo při opravě manipulovat v jednom člověku. Dvě takové kulatiny totiž mají pouze malou styčnou plochu a pokud jsou dlouhé, jde po nich stroj posouvat i bokem. Pajcrem jsme oddělali latě a klíny a frézku jsme prostě odsunuli z palety na dvě připravené kulatiny. Stroj byl uvnitř a na místo už jsem ho mohl domanévrovat později sám. Na oslavu zachování zdraví a stroje jsme si dali pivo, i Diferenciál si pro něj přiběhnul. Celé divadlo nezabralo déle než hodinu a půl, a to včetně příprav. Stěhování sice bylo fyzicky náročné, ale o dobrodružství se nejednalo, práce šla hladce. Za tenhle přesun jsem byl připraven dát firmě několik tisíc korun, ale znáte to… co si člověk sám neudělá, to nemá. Na úsvitu dalšího dne jsem stavební otvor zazdil a frézka se ocitla v mé dílně na doživotí. Podotýkám, že do té doby byla v chodu jen u majitele, a to ani ne na minutu. Zmiňoval jsem hmotnost okolo jedné tuny, pravdou však je, že přesnou váhu neznám. Štítek s rokem výroby a s hmotností chybí. Stejně tak jsem nesehnal návod ke stroji, takže vycházím z hmotnosti strojů podobné velikosti a ze stejné doby. Mezitím jsem viděl stejnou Bestru na inzerátu a majiteli jsem ze zvědavosti zavolal a ptal se ho na různé věci, na hmotnost jsem se ptal samozřejmě také. Prý má 800 kg, možná lehce víc. Štítek tam ale také neměl, tak to neví přesně. Pro jistotu jsem počítal spíš s větší hmotností. Například tato československá frézka ze 30. let minulého století váží o kousek více než 1000 kg. Snímek jsem si vypůjil z katalogu Volman. Jeho frézka FU 80 má téměř stejné rozměry a rozjezdy jako má moje Bestra. Zajímavý je i vyobrazený způsob ukotvení stroje do podlahy.
To by bylo pro dnešní díl vše. Děkuji čtenářům, kteří se dostali až sem, neboť dnešní část byla poněkud delší. Ale resumé je jasné. Frézka byla bezpečně usazená v dílně a tak jsem se mohl v klidu věnovat její opravě. Konečně jsem měl čas a prostor abych mohl vyhodnotit stav stroje a rozvrhnout si plán oprav. Počítal jsem s nutností některé práce kooperovat, jelikož jsem laik a frézka je složitý stroj. Avšak chtěl jsem co nejvíce práce udělat doma svépomocí, protože jednak se se strojem lépe seznámím a jednak se bude nabyté know how hodit do budoucna, kdyby se objevila nějaká závada. A byl jsem si jist, že se objeví, jedná se přeci jen o mašinku z roku 1944. Jak se mi to celé povedlo se můžete přesvědčit příště. V dalším pokračování popíši detailně stav stroje a zjištěné závady, ukáži vám zajímavé konstrukční uzly frézky, nevyhnu se ani podrobnému popisu strojních částí a samozřejmě se dozvíte, jak jsem se s opravou popasoval. A byla to zajímavá strojírenská anabáze.
09.05.2023 Aris
Související články:
- Vrtačka do každé garáže (9.1.2025), Aris
- Červená 24 podruhé (12.2.2023), Aris
- Červená 24 (29.1.2023), Aris
- Ich bin ein Weiler! (6) – Finále (16.12.2020), Aris
- Ich bin ein Weiler! (5) (15.12.2020), Aris
- Ich bin ein Weiler! (4) (14.12.2020), Aris
- Ich bin ein Weiler! (3) (10.12.2020), Aris
- Ich bin ein Weiler! (2) (9.12.2020), Aris
- Ich bin ein Weiler! (1) (8.12.2020), Aris






 (142x známkováno, průměr: 1,19 z 5)
(142x známkováno, průměr: 1,19 z 5)