

V minulém článku jsem Vám představil obecně soustruh typu LD 220 W. Seznámil Vás alespoň jednoduše s nákupem stroje a popsal jeho hlavní nedostatky. V tomto článku se budu věnovat stavu svého soustruhu po nákupu a doplnění závitových a posuvových kol.
Stav koupeného stroje
Po zakoupení svého soustruhu jsem potřeboval pár měsíců na to, abych zjistil kompletní opotřebení a celkovou zachovalost. Některá měření jsem totiž mohl udělat až po zprovoznění stroje. Nejdříve jsem musel udělat nutné opravy a vyrobit pár dílů. Takže nyní lehce nastíním některé problémy a detaily, které budu podrobně popisovat v dalších dílech.
Podle zvuku vřetenových ložisek jsem už dříve usoudil, že budou v pořádku. Abych se o tom ale mohl doopravdy přesvědčit, bylo potřeba si vzít na pomoc úchylkoměr a staticky změřit vůle. Magnetický stojánek s ním jsem umístil na lože a měřil axiální a radiální vůli. Hrot hodinek měřil nejdříve čelo vřetene a později měřil jeho obvod. To bylo statické měření, při kterém se otáčí vřeteno bez zařazené rychlosti volně, bez stranového zatížení. Změřená axiální vůle byla změřena na necelý dílek, odhadem 0,009mm. To je velmi dobré. Podle návodu je povolená vůle pro nastavení ložisek 0,008 až 0,012 mm. Vůle tedy byla na spodní hraně tolerance.
Další velmi důležitá část stroje je lože. Jsou to „kolejnice“ po kterých jezdí suport. Suport je podélný, příčný a nožový. Suport vykonává během soustružení vedlejší řezný pohyb. Lože je z litiny a je nekalené. Častá bolest starých soustruhů je pomlácené, opotřebené a projeté lože. Nejčastěji je to pod univerzálou, tam se jezdí suportem zpravidla nejčastěji. Řezný odpor nože tlačí suport na jednu stranu lože, ta strana je prizmatická. Plocha tření je tak širší, a lépe zachytává řezné síly. Když se lože opotřebí, tak propad v ojetém místě je rozdělen do strany a do výšky. Kdyby tam byl použit obdélníkový průřez, projetí by bylo jen do strany. To znamená, že nůž by kopíroval přesně stranové projetí a opotřebení by bylo více vidět na obrobku. Projeté lože způsobí, že soustruh točí kužel místo válce. Projetí do výšky se tolik na obrobku nepodepíše. Na fotce níže je vidět, jakým způsobem se měří opotřebení lože. Jedna fotografie vydá za tisíce slov. U mého kousku bylo opotřebení vidět okem. Celé vodící plochy byly kdysi z výroby takzvaně nazdobené. Jsou to křížové záškraby, ve kterých se lépe udržuje olejový film. Na mém stroji je vidět zdobení jen na začátku a na konci lože, prostředek je oleštěný. Nevěděl jsem ale, jak moc to bylo projeté. Nákup jsem bral pragmaticky. Dopředu jsem měl domluvené broušení a zaškrabání vedení. Obráběcí stroje, stejně jako motory, můžou projít během svého života i několika generálkami. Při generální opravě (GO) se opravuje zejména geometrie stroje, brousí se a zaškrabává se vedení. Probíhá výměna opotřebených ložisek, posuvových šroubů a matic, řemenů, ozubených kol a dalších poškozených součástí. Rovněž se mění elektroinstalace a stroj dostává nový nátěr. Předstupeň GO je střední oprava (SO). Její hlavní úkol je nahradit poškozené nebo chybějící části stroje. Dále seřízení stroje a popřípadě doplnění příslušenství a nastavení mašiny pro plánovaný provoz.
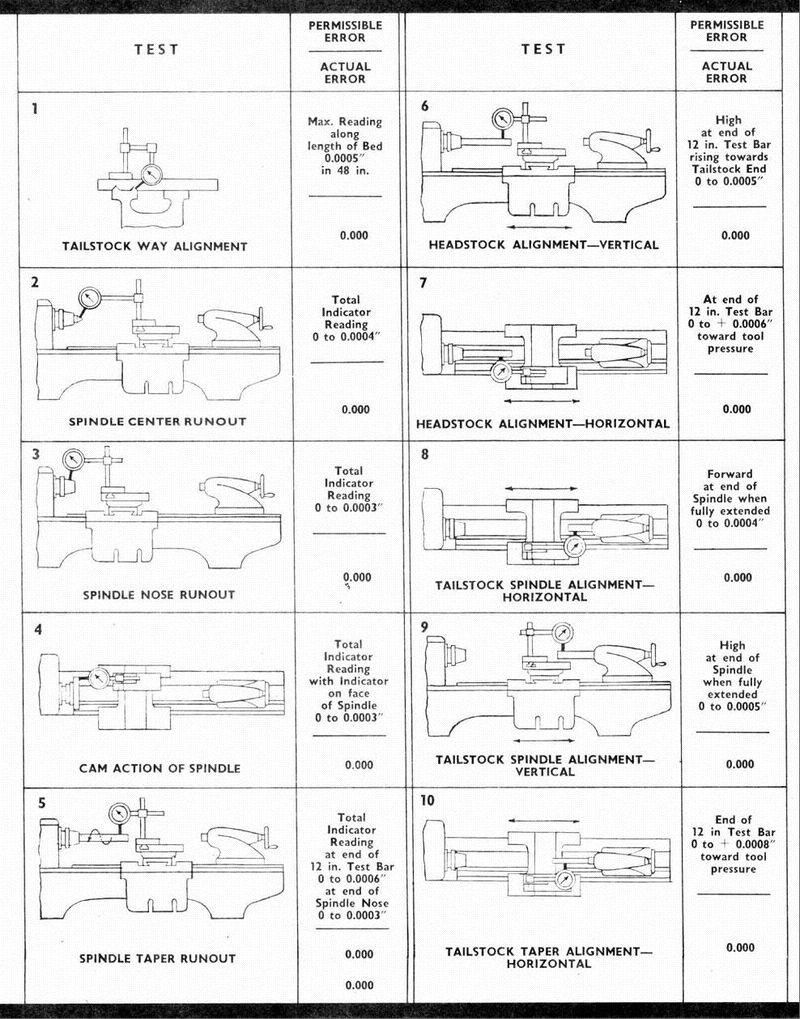
Jaké bylo moje překvapení po prvním projetí hodinkami po loži. Měření ukázalo tak dobré hodnoty, že broušení a zaškrabání nebylo potřeba. Ručka úchylkoměru se sice párkrát divoce pohnula, ale to bylo způsobené záseky na vedení. Ty mohou být způsobeny třeba pádem obrobku na lože nebo šponkou z litiny pod suportem. Brusným kamenem jsem tedy velmi opatrně srazil hranky záseků. Celé lože jsem pak odmastil technickým benzínem, důkladně vyčistil do sucha a naolejoval. Měřil jsem bok prizmatu přivrácený k univerzálce a hodinky ukázaly po celé dráze propad o 0,03 mm. To samo o sobě je velmi dobrá hodnota. Viděl jsem i kusy, které měly projetí 0,5 mm. Ještě zbývalo ověřit měření v praxi, a to stočením kontrolní kulatiny. Do univerzálky jsem upnul 20 mm kulatinu, vyložení 9 x D, bez podepření koníkem. Nejdříve jsem jí stočil o 1 mm. Finální šponu jsem bral 0,1mm ostrým nožem, s nesraženým hrotem. Mikrometrem jsem měřil oba kraje a střed. Rozdíly v měření byly 0,02 mm. Kromě toho jsem změřil ovalitu stočeného povrchu. Hrot hodinek opřeme tečně k obrobené ploše, a obrobkem volně otáčíme. Takhle zjistíme ovalitu, neboli házení. U mě to bylo pod 0,005mm. Na ovalitu mají největší vliv ložiska vřetene. Pokud budou mít ložiska vůli, soustruh bude točit šišoid.
Q: Jak je možné, že kulatina měla menší odchylku než projetí lože?
A: Tady se projevuje rozdělení opotřebení do výšky a strany na prizmatickém vedení.
Lože bylo v překvapivě dobrém stavu. Jediná viditelně opotřebená věc bylo rybinové vedení nožového suportu. Mám pro to takovou teorii. Podle mě stroj pracoval jako jednoúčelový, možná jen jako dokončovací soustruh. Proto je použitý nožový suport jednoduchý typ pro jeden nůž. A proto je opotřebený pouze on. Třeba soustruh dělal jen nějaké drážky, srážel hrany nebo jel kužely. Zachovalé ostatní suporty a lože by tomu nasvědčovaly. Ale pravdu už se nikdy bohužel nedozvím. Při koupi jsem počítal s generálkou, ale zatím to u mě vypadalo jen na střední opravu.
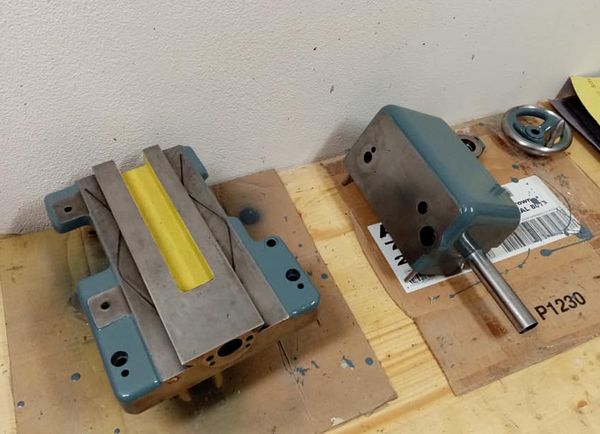
Pro další postup jsem soustruh začal rozebírat. Jednak pro vyčištění od letitých nánosů špíny a druhak pro hledání dalších škod. Vcelku zůstal jen podstavec s ložem a s vřeteníkem.
Skříň podélného suportu byla v šedém stavu, beze stop ochranného nátěru. Sundal jsem jí pro vyčištění a následné lakování. K tomu jsem musel povolit opěrné ložisko vodícího šroubu. Po povolení posledního šroubu vystřelil vodící šroub asi o 2 cm nahoru. Vůbec netuším, jak se to někomu povedlo takhle podělat. Mám zlé tušení na poškození při neodborné manipulaci se strojem. Výroba nového šroubu nepřipadala v úvahu. Takhle přesný polotovar se nedá koupit, a kdybych ho vyráběl, tak nedosáhnu nikdy přesného předpětí na matici jako u originálu. Rozhodl jsem se pro jeho vyrovnání ve vřetenovém lisu. Před započetím rovnání jsem si vytvořil na čtverečkovaný papír takový graf. Oba konce šroubu jsem uložil do broušených prizmat na měřicí granitové desce. Úchylkoměr s pevným podstavcem sloužil pro měření vrcholů šroubu. Měřil jsem úseky po 20 mm a hodnoty zapisoval do čtverečků v papíru. Takhle jsem dostal představu o profilu průhybu vodícího šroubu. Podle toho jsem si určil místa, která začnu v lisu rovnat. Pořadí jsem si označil fixou na šroubu. A pak už jsem jen opatrně tlačil lisem, otáčel šroub, měřil, lisoval, otáčel šroub, měřil… Dohromady asi tak 100 x. Výsledné házení šroubu je 0,06 mm, na délce 500 mm. Je to přesnost, jakou měl kdysi nový šroub. Takhle to zní jednoduše, ale ve skutečnosti to byl pěkný adrenalin. Šroub je obroben z kvalitní uhlíkové oceli a aby se „hnul“, musel jsem ho prohnout zhruba o 40–50 mm na druhou stranu. Bál jsem se, že se šroub zlomí a vymlátí mi zuby.

Již jsem zmínil chybějící barvu na skříni suportu. Lakování nemá pouze estetickou funkci, ale usnadňuje úklid a čištění stroje. Na hrubém odlitku litiny se bude udržovat zaschlý olej s prachem. Pro začátek jsem musel podélný suport rozhodit na prvočinitele. Všechny důležité části posuvu jsem důkladně prověřil, jestli neskrývají opotřebení nebo poškození. Samotnou skříň suportu jsem pak očistil od hrubých nečistot a odmastil. Na litinu přišel polyuretanový tmel. Je dvousložkový a pracuje se s ním vcelku dobře. Nanáší se gumovou stěrkou a do půl hodiny se může brousit. Brousil jsem ho nahrubo smirkovým plátnem 250, a na čisto jsem použil smirek hrubosti 400. Základ posloužila 2K PUR barva „jednošlichtovka“. Nanášel jsem jí štětcem. Druhý den po vytvrzení barvy jsem všechny plochy jemně obrousil smirkem 800, pochopitelně pod vodou. Finální barvu jsem použil dvousložkovou PUR, vysoce lesklou. Barvu jsem opět nanášel štětcem. První vrstvu jsem nechal schnout asi 15 minut. Mezitím jsem vypral štětec od barvy a nanesl druhou vrstvu do tuhnoucí první vrstvy. Štětec jsem použil s dutým vláknem, a nanášel s ním silnou vrstvu barvy. Ta se při správném poměru ředění slije a po zaschnutí vytvoří lesklou a tvrdou, jednolitou ochrannou vrstvu. Podobně vypadaly další lakovací práce na mašince.
Motorový jistič byl původně umístěn na zadní straně. Protože jsem však měl v plánu postavit svůj soustruh ke zdi, musel jsem pro něj vymyslet jiné místo. Přesunul jsem ho tedy na bok levé nohy. Aby byl v dosahu levé ruky.
Tohle byly rané opravy a začátky seznamování se se strojem. Ty výživnější práce teprve měly přijít. Seřadil jsem je od té nejlehčí, až po tu nejtěžší. V tomto článku Vám ještě prozradím, jak jsem vyráběl ozubená kola, když ta originální chyběla. V těch následujících se zas rozepíšu o tom, jak jsem vyřešil problém s chybějící univerzálkou, jak jsem implementoval chybějící nožovku, řešil komplikace s variátorem a další strojařovy chuťovky.
Trápení strojařovo č.1 – ozubená kola!
Takhle důležitá část stroje a chybí. To opravdu zabolí. Hlavně když vím, že originální kola z výroby měla broušené ozubení, byla přesně dolícovaná na hřídele pohonu a vůbec byla velmi přesná. Naopak výhodou pro mě je použitý modul ozubení. Modul 1 je běžný rozměr. Navíc origo ozubení není korigované.
Někdo by mohl podotknout, že broušená kola se dají dokoupit. Na to odpovím ano i ne. Broušené polotovary se dají sehnat, ale ne ve všech velikostech. Pokud si dobře pamatuji, největší velikost byla Z50 a skladem byly někde v Německu. O dovozu jednoho kolečka od každého nemohla být řeč. Pak je tu další překážka. Kola jsou kalená. Nemají správný rozměr a některá mají navíc náboj. Ubírat polovinu tloušťky kaleného kola je celkem hardcore.
Zvolil jsem proto jako polotovary běžná odvalovaná ozubená kola. Ve všech velikostech jsou skladem v ČR a nejsou drahá. Odvalované ozubení na sobě ovšem nese stopy po obrábění, a to je možný zdroj hluku. Weiler je díky řemenovému pohonu velmi tichý soustruh, a byla by škoda to shazovat hlučným ozubením. Řešení tu ale je. A tím je přesnost. Všechny kola musejí mít stejnou tloušťku, odhraněné zuby a srovnaná čela. Ale zejména musí mít přesnou díru pro uložení. Díru jsem řezal nožem, na jedno upnutí při stáčení čela. Použít vrták by byla chyba. Vrták totiž rád uhýbá, díra potom nebude kolmá na čelo. Výsledkem by bylo obvodové házení a kolo by bylo hlučné. Výstružník by uhnutí vrtáku nespravil, pouze by kopíroval křivost díry.
Osa ve stroji je broušená na průměr D 18 mm. Když jsem použil na díru v kolech strojní výstružník 18H7, byla vůle už moc velká. Výstružník jsem lehce líznul na nástrojové brusce a postupně zkoušel na zkušební kulatině, až bude vůle akorát. Nějaký čas to zabralo, ale nakonec jsem našel správný rozměr výstružníku. Všechny díry jsem pak stružil tímto nástrojem. Byl upnutý natvrdo v pinole, bez volné hlavy. Kola jsem upínal do univerzálky přes kulatinky. V mém případě to byly stopky zalomených vrtáků. Kolo bylo upnuté za profilovou křivku, jen tak bylo zajištěno, aby díra byla v geometrickém středu kola. Pro kontrolu kolmosti a souososti díry jsem si vyrobil přípravek skládající se z broušené desky, jednoho pevného a jednoho pohyblivého kolíku. Ty jsem zbrousil na stejný průměr, jaký mají hřídele stroje. Na přípravku jsem zkoušel dvě věci.
1) Zkoušel jsem dvě kola proti sobě v záběru. Pohyblivou hřídelí jsem hledal ideální vůli. Otáčel jsem rukou koly a poslouchal jsem, co to dělá. Některá (hlavně větší) kola byla tichá jen v jednom smyslu otáčení. Ta strana pak sloužila pro označení kola, které bylo provedeno raznicí. Značená strana je vždy pohledová, abych potom věděl, kterou starou je mám namontovat.
2) Na pevném trnu jsem zkoušel kolmost jednotlivých kusů. Nechal jsem je dosednout na broušenou podložku na kolíku. Na kraj kola jsem dal stejnou podložku, jen sníženou o 0,03 mm. Otáčením kola jsem tak zjistil, jestli boční házení bylo v toleranci menší než tři setiny. Pokud by se kraj kola nedotkl podložky, bylo by to v pořádku. Když se během otáčení podložky obvodem dotknou, je potřeba to spravit. Dvě kola jsem po této zkoušce musel předělat. Během otáčení se několikrát okrajem dotkla podložky, takže díra nebyla kolmá na čelo. Odsoustružil jsem střed, nalisoval nové futro a celý proces s řezáním díry musel zopakovat.
Tímhle způsobem jsem našel na každém kole jeho „lepší“ stranu a zjistil ideální kolmost.
Každý kus má nyní stejnou tloušťku a ručně jsem odjehlil každý zub každého kola. Drážky pro pero jsem dělal ručně jehlovým pilníkem. Snažil jsem se o co nejmenší vůli, aby nevznikaly rázy, když nůž najíždí do záběru. U docela obyčejného základu tak lze přesnou prací docílit malé hlučnosti celku.
Velká kola od Z70 mají vybrání z obou stran pro snížení hmotnosti. Do vybrání přišel nátěr v barvě stroje, to je odstín RAL 7031. Použitá barva je dvousložková PUR, vysoce lesklá. U lakování koleček mi dělal společnost Diferenciál, můj Německý ovčák, který za mlada pracoval jako protidrogový pes. Nasával s požitkem vůni tužidla, a nejspíš s láskou vzpomínal na starý dobrý časy s pikem.

Takže výměnná ozubená kola jsem měl hotová. Tenhle výsledek mě potěšil, protože už jsem mohl využívat strojní posun. Navíc to nebyla ani drahá položka. Z youtube videí podobných soustruhů znám dobře hluk neoriginálních kol. Hlavně při vyšších rychlostech je opravdu utrpení to poslouchat. U mě i při 2000 ot/min kolečka jen lehce ševelí.
Jenže výroba koleček z polotovarů byl lehký úkol, ty složitější věci měly brzy přijít. A pokud Vás zajímá, jak jsem vyřešil chybějící Weileráckou univerzálu, nenechte si ujít další článek.
09.12.2020 Aris
Související články:
- Vrtačka do každé garáže (9.1.2025), Aris
- Červená 24 potřetí (10.5.2023), Aris
- Červená 24 podruhé (12.2.2023), Aris
- Červená 24 (29.1.2023), Aris
- Ich bin ein Weiler! (6) – Finále (16.12.2020), Aris
- Ich bin ein Weiler! (5) (15.12.2020), Aris
- Ich bin ein Weiler! (4) (14.12.2020), Aris
- Ich bin ein Weiler! (3) (10.12.2020), Aris
- Ich bin ein Weiler! (1) (8.12.2020), Aris






 (216x známkováno, průměr: 1,13 z 5)
(216x známkováno, průměr: 1,13 z 5)